| Zellstoff- und Papierindustrie | ||
Das angelieferte Holz wird durch Druckholzschleifer bzw. Hackeinrichtungen zerkleinert, gelangt als Holzschliff bzw. Hackschnitzel in den Zellstoffkocher und wird unter Zusatz von Kocherlauge und Dampf gekocht, wobei die Zellstoffasern (ca. 50 % des Holzes) aus den anderen Holzsubstanzen (Lignin, Kittstoffe) herausgelˆst werden. Der dabei gewonnene Rohzellstoff wird anschlieþend in der Sortieranlage von stark verharzten, unlˆslichen Holzresten befreit, gewaschen, gebleicht, in Refinern gemahlen, gelangt als Stoff (hochverd¸nnte Fasermischung) ¸ber den Stoffauflauf auf die Siebwalzen der Papiermaschine (PM). |
Der Stoff wird dort entw‰ssert, dann zur Bahn verfestigt (Pressenpartie) auf beheizten Walzen getrocknet (Trockenpartie) im Gl‰ttwerk gegl‰ttet und schlieþlich aufgerollt bei einer Papierbahngeschwindigkeit von 100 km/h und mehr. Einer Papierfabrik angegliedert sind meist ein eigenes Kraftwerk sowie eine Abwasserbehandlungsanlage (Umweltschutz, R¸ckgewinnung von Chemikalien aus der Ablauge der Kocherei, Verbrennungsenergie aus der thermischen Abwasserbehandlungsanlage). Die Abdichtung der Pumpen und sonstigen Maschinen in der Zellstoff- und Papierindustrie erfolgt heute ¸berwiegend durch GLRD. |
|
| Druckholzschleifer |
||
| Die auf einen Meter L‰nge abgeschnittenen, gesch‰lten Rundhˆlzer werden mit Hydraulikzylindern auf den Schleifstein gepreþt. Zus‰tzlich wird Heiþwasser von ca. 120 ∞C dazugegeben. Dabei herrscht im Inneren des Schleifers ein Ðberdruck von ca. 3 bar. Der Schleifer hat ein Eigengewicht von ca. 171 und einen Durchmesser von 1,8 m. Abdichtung erfolgt mit einfachwirkenden GLRD in geteilter Ausf¸hrung. | 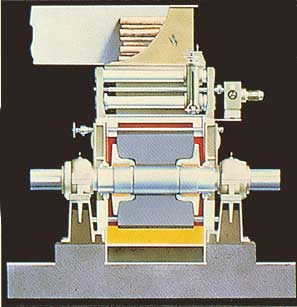 |
|
| Scheibenrefiner |
||
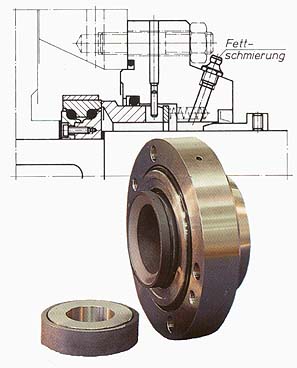
 Bew‰hrte GLRD-Konstruktion f¸r Scheibenrefiner |
 Scheibenrefiner werden im Mahl- und Zerfaserungsprozeþ von Holzschliff eingesetzt |
|
| Pumpen, z.B. Stoffpumpen |
||
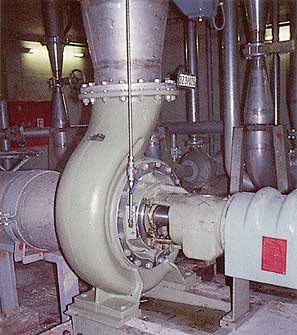
Bei den Stoffpumpen kann es im Wellendichtungsraum zu Stoffdichteerhˆhungen und zu Unterdruck kommen. Ist diese Gefahr bei den vorliegenden Betriebsbedingungen gegeben, so empfiehlt es sich, alle einfachwirkenden GLRD durch einen Quench vor Trockenlauf zu sch¸tzen. Folgende GLRD-Ausf¸hrungen haben sich bew‰hrt:
(= Anteil Trockensubstanzen) GLRD einfachwirkend, entlastet, Feder
gekapselt, Dead-end-Betrieb, d. h., ohne Sp¸lung und ohne Zirkulation, mˆglichst
mit konisch ausgedrehtem Stopfbuchsraum. Gleitwerkstoffe Hartkohle/ Keramik bzw.
Hartkohle/Hartmetall Elastomere Viton.
|
|
|