| Extrudieren | ||
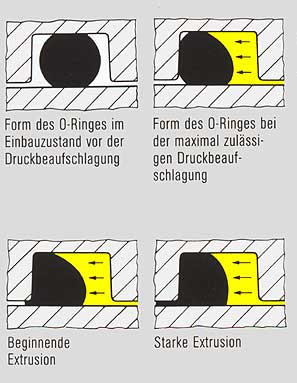
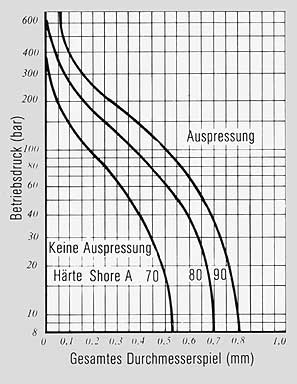
Extrudieren (von O-Ringen). O-Ringe verhalten sich bei Druckbeaufschlagung wie inkompressible Flüssigkeiten: Der im Einbauzustand mechanisch verformte O-Ring erfährt mit steigendem Druck zunächst eine weitere elastische und dann eine plastische Verformung. Dabei füllt er die auf der druckabgewandten Seite bestehenden Hohlräume. Bei weiter steigendem Druck wird die Verformung so groß, daß der O-Ring schließlich auch in enge Spalten eindringt, zerstört wird. Die Extrusion (Spalteinwanderung) zerstört jedoch nicht nur den O-Ring, sondern mindert auch die Beweglichkeit des Gleitringes so stark, daß dieser nicht mehr im erforderlichen Maße den Wellenbewegungen folgen kann. Ein Anstieg der Leckage ist die Folge. Tendenziell das gleiche Verhalten wie der O-Ring zeigen auch alle anderen Formen von Nebendichtungen für GLRD aus Elastomeren und Nicht-Elastomeren (z.B. PTFE). Lediglich die zur Extrusion erforderlichen Drücke differieren. Es hat sich auch gezeigt, daß der zur Extrusion erforderliche Druck, primär eine Funktion der Spaltgröße und der Werkstoffhärte ist. Weitere Einflußfaktoren sind der Werkstoff selbst, die Temperatur, die Anzahl der Druckzyklen und die mögliche zusätzliche chem. Beanspruchung des Werkstoffes. Sind die Betriebsbedingungen bekannt, so können Extrusionsschäden durch die Wahl geeigneter Werkstoffe entsprechender Härte und ggf. durch einen Stützring mit Sicherheit vermieden werden. Durch starke Extrusion zerstörter O-Ring |
Deformation eines O-Ringes durch
steigenden Druck Diagramm zur Auslegung von O-Ring-Abdichtungen |
|